Flow Science is pleased to announce the release of FLOW-3D CAST v5.1. This release provides casters with a complete simulation tool for modeling all the casting processes commonly found in modern foundries. Highlights of the FLOW-3D CAST v5.1 release include new process workspaces for investment casting, sand core making, centrifugal casting, and continuous casting, an expansive database of exothermic risers, and a brand new, chemistry-based alloy solidification model.
A major development in FLOW-3D CAST v5.1 is our new, award-winning alloy solidification model. This ground-breaking achievement provides casters with the ability to predict casting strength characteristics and reduce material usage while still meeting product safety and performance requirements.
The new process workspaces greatly reduce simulation setup and results analysis time. The Investment Casting Workspace features a fast and accurate shell mold generation tool and a full radiation model. The Sand Core Making Workspace models sand core shooting as well as all the hardening processes. The Centrifugal Casting Workspace provides the most accurate simulation tool available for all centrifugal processes. Finally, the Continuous Casting Workspace simulates all continuous casting processes including direct chill.
Additionally, databases for heat transfer coefficients, air vents, HPDC machines, and risers provide information at the users’ fingertips. The new exothermic riser database along with the solidification hotspot identification tool lets users quickly and easily place an appropriately sized exothermic riser at locations where shrinkage is predicted to occur.
FLOW-3D CAST v5.1 features a new, state-of-the art, chemistry-based solidification model that advances solidification modeling into the next frontier of casting simulation – the ability to predict the strength properties of castings. Using only readily-available chemical compositions of alloys, users will be able to determine properties such as ultimate tensile strength, elongation, and thermal properties such as thermal conductivity. Additionally, the new solidification model provides output such as the dimensionless Niyama criteria and micro-porosity for more accurate assessments of porosity issues.
Many factors affect the mechanical properties of a casting. These properties are primarily determined by the microstructure which is in turn determined by factors such as the solidification rate, segregation rate, and nucleation. Using the new solidification model, process designers can determine the effect of various process parameters and alloy compositions on the mechanical properties to optimize the performance of their castings to produce the highest quality, safest products possible.
Investment Casting Workspace
The Investment Casting Process Workspace is a streamlined tool for simulating investment casting processes such as filling, solidification (with either static or moving shell molds), and cooling. A shell mold creation tool allows users to quickly and reliably create a shell mold of any thickness. A wide range of controls are available for generating radiating clusters, computing view factors of participating radiating surfaces and reducing computational overhead. In castings such as turbine blades, where grain growth is controlled by directional solidification, a moving oven with a hot upper section separated by a baffle from a cooler lower section can be modeled.
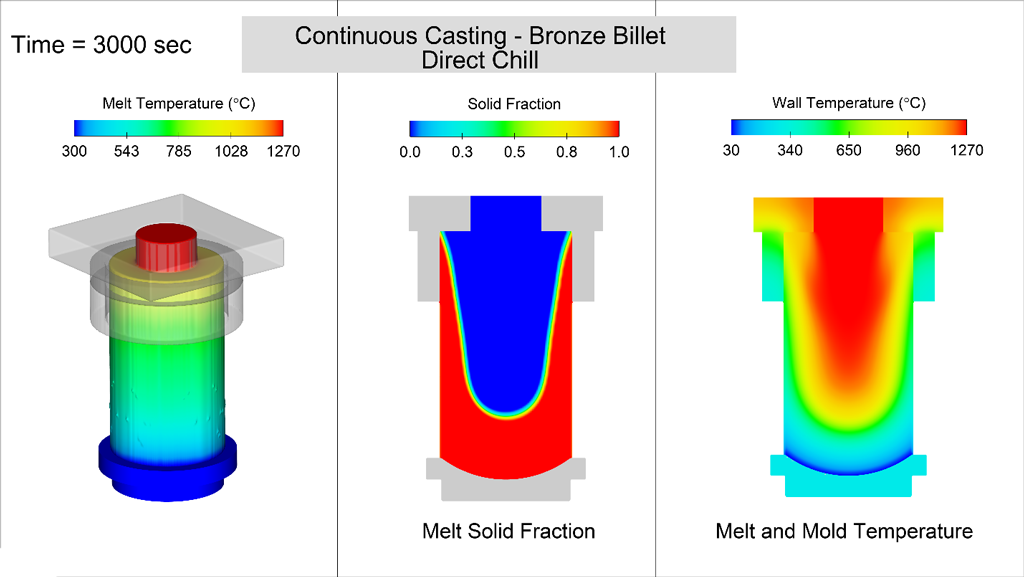
The Continuous Casting Process Workspace is a streamlined package that delivers the tools needed to model continuous billet casting and direct chill continuous casting, so casting engineers can improve their designs quickly and efficiently. Process parameters such as mold and billet cooling requirements, melt flow rate and superheat, and mold geometry can be analyzed and adjusted to minimize defects.
The Centrifugal Casting Process Workspace is an easy-to-use tool for simulating horizontal and vertical centrifugal casting, semi-centrifugal casting, and centrifuge casting. Within the process workspace, users will find all the tools they need to model their centrifugal casting process. Spinning molds and rotating meshes provide users with the flexibility to model any mold motion imaginable, as well as ladle pouring.
Cylindrical meshing offers the greatest flow modeling accuracy possible. Multi-block meshing provides even more detail to areas of high shear and large temperature gradients. Process-related defects such as excessive dross due to raining, or air entrainment during fill can be simulated. Process parameters such as mold preheat temperature, cooling requirements, and spin rates can be analyzed.
Filling characteristics at 1.0 seconds from horizontal pipe casting showing melt temperature and entrained air mass concentration.
The Sand Core Making Process Workspace provides an easy-to-use tool for modeling the shooting and hardening of sand cores. Users can model the shooting of a wide range of sand and binder combinations to predict how a core box fills, locate regions where inadequate filling occurs, and then place and size air vents to improve filling in those regions. All core hardening processes can be modeled including cold box, hot box, and inorganic processes.
Water jacket sand core with 4 differently sized air vents placed around the core box to allow air to escape, ensuring adequate sand packing to all regions.
The shooting simulation reveals the sand density throughout the shot sand core. The performance of each air vent is apparent from these results.
Core Hardening Processes Modeled
Cold Box
In the Cold Box process, gassing of sand cores with amine gas can be simulated. The placement of appropriately sized air vents is essential to ensure that the concentration of amine gas throughout the core is adequate to harden the core.
Hot Box
The Hot Box hardening process uses energy from the heated core box to heat the shot sand core.
Inorganic
The Inorganic hardening process uses hot, relatively dry air blown through the shooting inlets to dry the binder. As hot air is passed through the core, the binder is evaporated and is carried out of the core box through the air vents. Proper sizing and location of air vents ensures that enough air flows through all regions of the core.
Distribution of amine gas concentration throughout the water jacket sand core.
A wide variety of air vents are available in FLOW-3D CAST’s air vent database.
Exothermic Sleeves
A common issue in large castings is shrinkage in solidifying regions due to inadequate feeding of liquid metal. The solution to this problem is to attach risers to the casting where hot spots are located so that the solidifying regions can pull liquid metal. The hot spot feature in FLOW-3D CAST provides a quick indication of the hot spot locations as well as the thermal modulus of the hot spot.
We use cookies on our website to give you the most relevant experience by remembering your preferences and repeat visits. By clicking “Accept All”, you consent to the use of ALL the cookies. However, you may visit "Cookie Settings" to provide a controlled consent.
This website uses cookies to improve your experience while you navigate through the website. Out of these, the cookies that are categorized as necessary are stored on your browser as they are essential for the working of basic functionalities of the website. We also use third-party cookies that help us analyze and understand how you use this website. These cookies will be stored in your browser only with your consent. You also have the option to opt-out of these cookies. But opting out of some of these cookies may affect your browsing experience.
Necessary cookies are absolutely essential for the website to function properly. These cookies ensure basic functionalities and security features of the website, anonymously.
Cookie
Duration
Description
cookielawinfo-checkbox-analytics
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Analytics".
cookielawinfo-checkbox-functional
11 months
The cookie is set by GDPR cookie consent to record the user consent for the cookies in the category "Functional".
cookielawinfo-checkbox-necessary
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookies is used to store the user consent for the cookies in the category "Necessary".
cookielawinfo-checkbox-others
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Other.
cookielawinfo-checkbox-performance
11 months
This cookie is set by GDPR Cookie Consent plugin. The cookie is used to store the user consent for the cookies in the category "Performance".
viewed_cookie_policy
11 months
The cookie is set by the GDPR Cookie Consent plugin and is used to store whether or not user has consented to the use of cookies. It does not store any personal data.
Functional cookies help to perform certain functionalities like sharing the content of the website on social media platforms, collect feedbacks, and other third-party features.
Performance cookies are used to understand and analyze the key performance indexes of the website which helps in delivering a better user experience for the visitors.
Analytical cookies are used to understand how visitors interact with the website. These cookies help provide information on metrics the number of visitors, bounce rate, traffic source, etc.