
FLOW-3D WELD
FLOW-3D WELD provides powerful insights into laser welding processes to achieve process optimization. With better process control it is possible to minimize porosity, limit heat affected zones and control microstructure evolution. To accurately simulate laser welding processes, FLOW-3D WELD implements all the relevant physics such as laser heat sources, laser-material interaction, fluid flow, heat transfer, surface tension, solidification, multiple laser reflections and phase change.
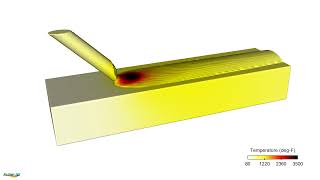
Spot and Seam Welding
FLOW-3D WELD allows researchers and manufacturers to optimize processing parameters such as laser power, pulse duration and pulse repetition rate to ensure good quality weld joints, limiting the need for costly physical testing of weld strategies. FLOW-3D WELD gives researchers and manufacturers the ability to analyze the mechanisms that take place at the micro and meso scales which ensure consistency in weld beads. Models developed in FLOW-3D WELD account for all the contributing physics including laser-material interaction, surface tension forces, pressure effects (including recoil pressure), shield gas effects, and temperature dependent material properties.
Oscillation Welding
FLOW-3D WELD enables high resolution analysis of oscillation welding techniques, offering insights into optimal welding schedules and ensuring stable melt pool dynamics. FLOW-3D WELD captures the relevant physics to understand micro and meso scale dynamics of laser oscillation welding, including laser power, heat flux distribution, and scan patterns, as well as recoil pressures, shield gas effects, and laser reflections.
Welding of Dissimilar Metals
FLOW-3D WELD accurately models laser welding of dissimilar metals by accounting for the laser power, heat flux profile distribution, pulse duration and scan paths. It is also possible to assign temperature-dependent material properties to both materials being welded, an important capability that tracks the evolution and mixing of the two materials in the melt pool. FLOW-3D WELD simulations provide valuable insights into how variations in process parameters influence the thickness of the inter-metallic compound layer and help reduce porosity and crack propagation.
Laser Brazing
FLOW-3D WELD allows researchers and engineers to simulate the laser brazing process while considering the geometrical dimensions of the parts being joined, the temperature-dependent material properties of the alloys, and the process parameters such as shield gas flow, laser conditions and wire feed rate.
Laser Cladding
FLOW-3D WELD replicates laser cladding process physics by defining particle feed rates and material properties including particle density and size. With the implementation of laser physics as well as heat transfer, solidification, surface tension, pressure effects including recoil pressure, and shield gas effects, researches can accurately analyze the effects of process parameters on the strength and uniformity of the resulting part.
Laser Soldering
Laser soldering is used in the electronics and semiconductor industries as a non-contact, high precision way of soldering temperature-sensitive components, minimizing heat input and avoiding damage to nearby components. This process uses a diode laser to apply heat to a controlled region where solder wire can be fed to join small components. FLOW-3D WELD allows for analysis of this mechanism at the micro scale by considering laser physics, temperature-dependent material properties, heat transfer, phase change and surface tension effects.
Laser Beam Shaping
Modifying the laser beam profiles can help with the stability of the melt pool dynamics in different laser welding processes. In FLOW-3D WELD, it is possible to simulate various beam profiles such as top hat, Gaussian, ring, donut, or any arbitrary shapes and distributions of the laser heat flux. FLOW-3D WELD helps researchers understand the role of laser beam shaping on melt pool dynamics, keyhole stability, and spatter and porosity formation in the laser welding process, making it possible to tailor specific heat flux profiles or laser beam shapes, depending on the alloy material properties and the desired size of the weld.
Pulse vs. Continuous Welding
Pulsed and continuous lasers are used for different applications and can have major implications on the melt pool dynamics. Pulsed lasers are useful when working with welding of temperature sensitive parts and dissimilar metals, welds that require high accuracy, while continuous lasers are useful when performing conduction or keyhole mode welding and typically, operating at a high speed. FLOW-3D WELD allows for implementation of pulsed and continuous lasers and makes it easy to accurately represent the pulse duration and energy density of the laser to understand how minor differences can impact the quality of the weld.
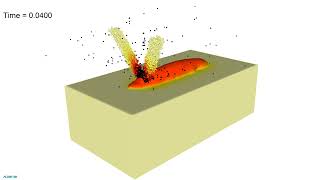
Laser Keyhole Welding
Physics such as recoil pressure, multiple laser reflections, surface tension forces and upward vapor pressure play an important role in simulating the laser keyhole welding process. In FLOW-3D WELD, it is possible to account for these physics to capture a realistic representation of the laser keyhole welding process. Researchers use FLOW-3D WELD to optimize process parameters such as laser power and scan speed that play an important role in the stability of keyhole welding.
Partners



{kind=link}
{kind=link}